
A detailed list of shipments of face shields by COVID-19 Response Greece (including quantities, recipients, and donors) can be found here.
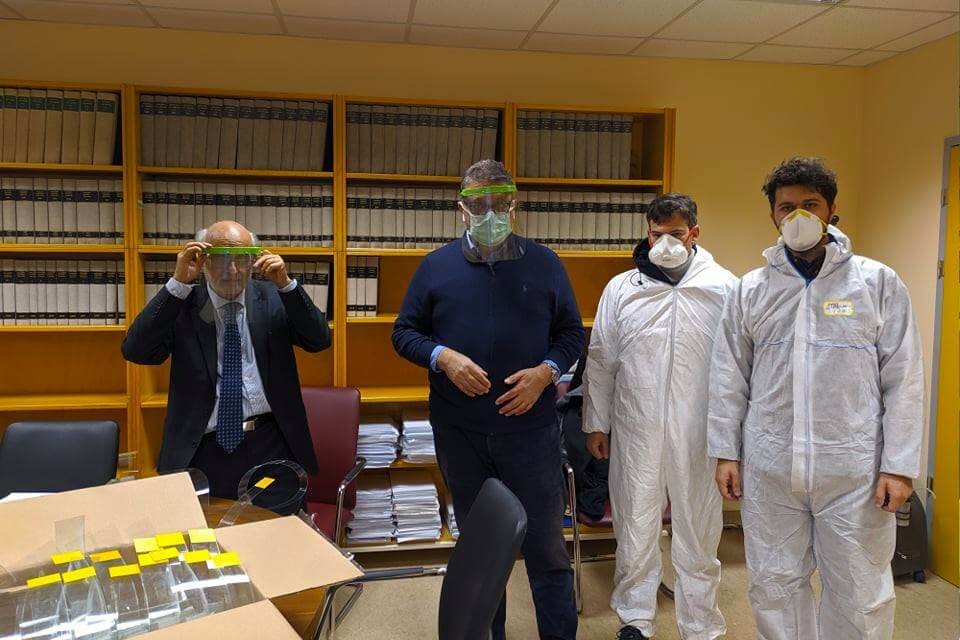
Inspired by the design published in the Hackaday community by the Polish, Konrad Klepacki and Mateusz Dyrda [link], volunteers at COVID-19 Response Greece designed a face shield substitute which could be mass-produced quickly in Greece.
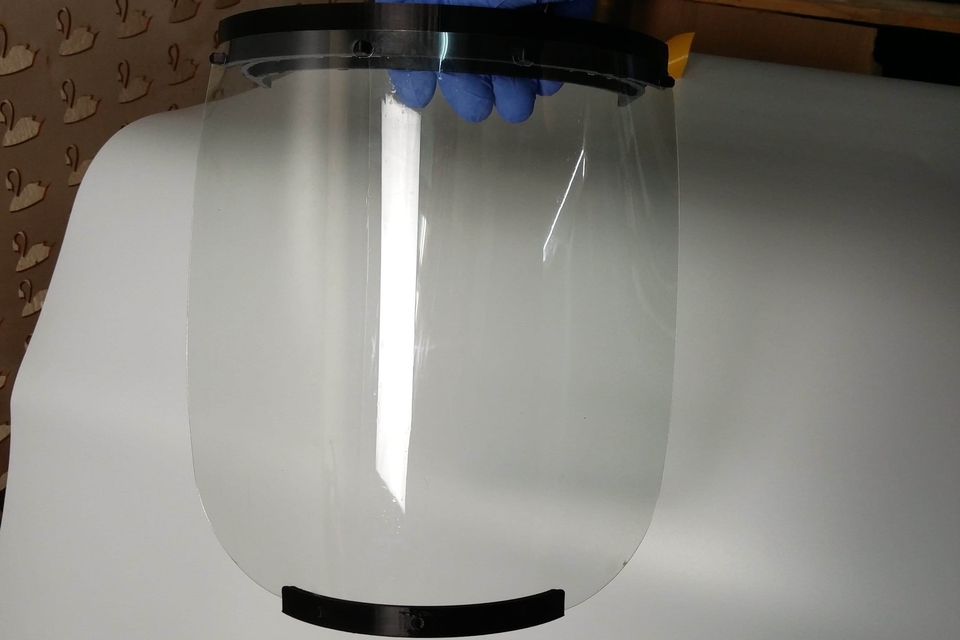
The face shield is very simple to manufacture. It comprises two parts of 0.4mm thick, transparent PET sheet; a front and a strip that becomes the rim [DXF files and manufacturing instructions link].
During assembly, the front can be attached to the rim with a double-sided tape or a stapler. For greater comfort, a polyethylene sheet can be added to the interior part of the rim that touches the forehead [assembly instructions link].
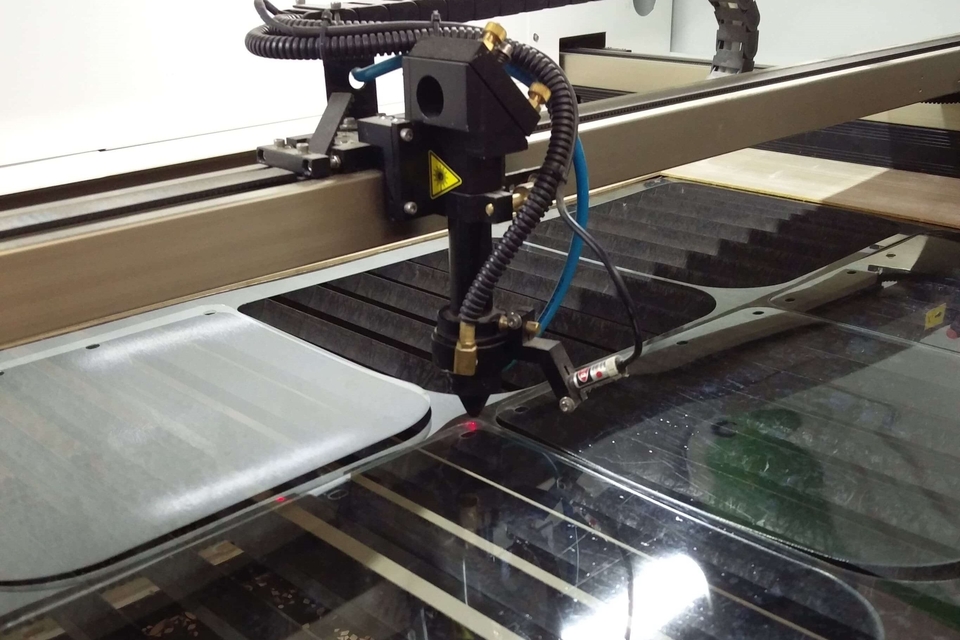
We tested the design by manufacturing prototypes, using a closed type CO2 laser cutter to cut the PET sheet.





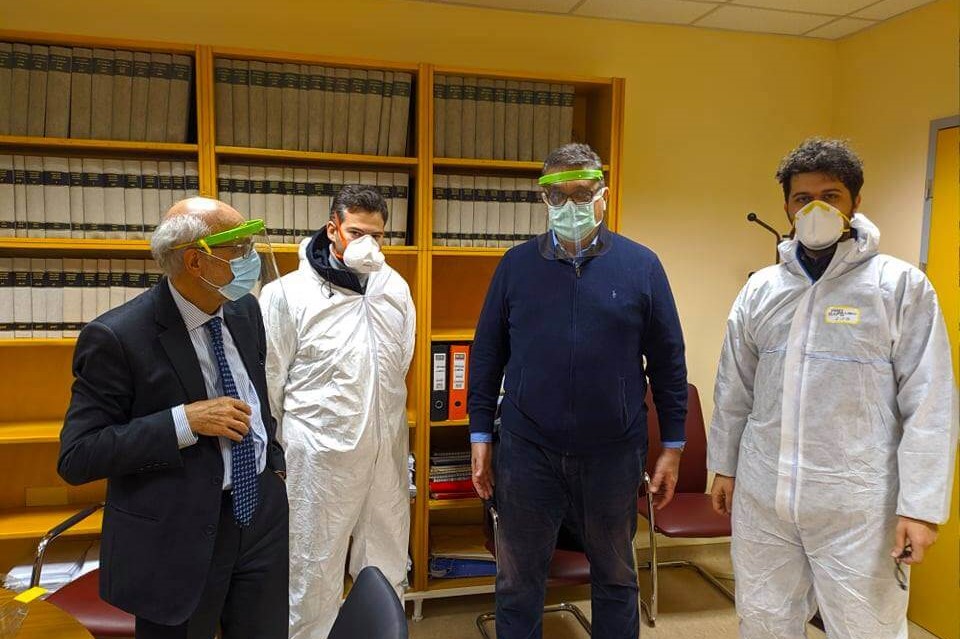
The face shield design was first assessed by the Panhellenic Medical Association and doctors at AHEPA University Hospital, and the length of the front was slightly modified. The revised design was reassessed by doctors at Papanikolaou General Hospital of Thessaloniki, Ippokrateio General Hospital of Thessaloniki and the General Hospital of Kastoria.
We tested the durability of the material and the face shield’s potential for reusability at Saint Luke’s Clinic in Thessaloniki, using four different kinds of disinfectants (two gels and two washables) that are shown below. Neither the PET sheet nor the polyethylene sheet blurred or changed color during the tests.


The design can be manufactured in any production site that has access to equipment capable of cutting 0.4mm thick PET sheet.
We tested cutting the sheet with a closed type CO2 laser cutter at the premises of Rodia Event Decoration in Edessa. We also tested cutting the PET sheet with a paper cutting press machine at the premises of Soulis SA in Skydra.
SOULIS SA committed to sell the face shields at the cost of production (estimated price € 0.70 + VAT), while the company has already donated more than 2,000 shields.
The press machine can cut multiple PET sheets simultaneously. Therefore, it has a significantly higher production capacity compared to a laser cutter, which can cut only one sheet at a time.





We based our design on the one created by the Czech firm Prusa Research [Prusa design link].
This design is available free-of-charge, under the terms of Creative Commons (4.0 International License) Attribution-NonCommercial, which allows modification of the design (Remix), but prohibits commercial use without the permission of Prusa Research.
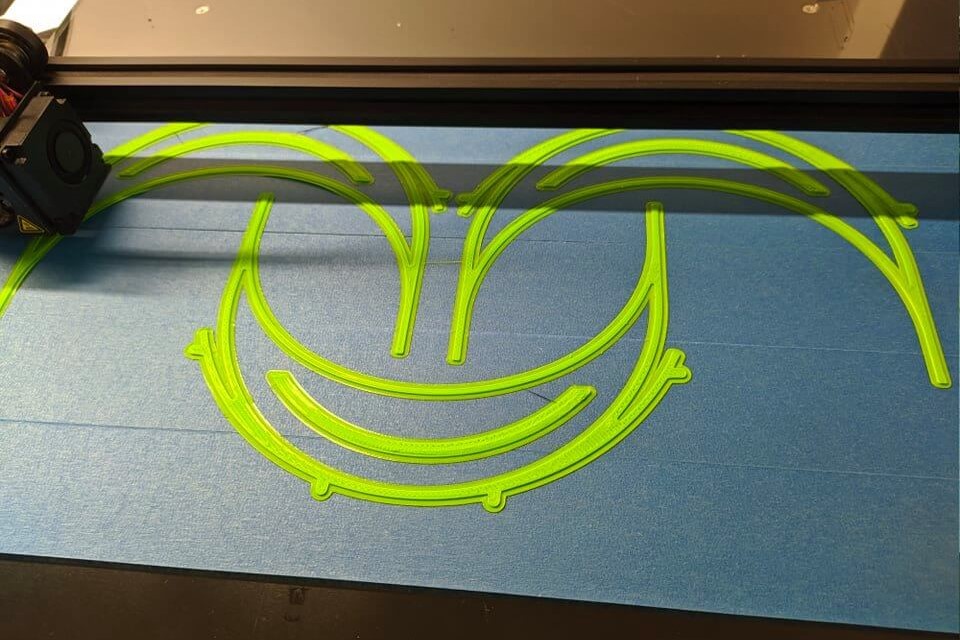
We printed Prusa’s design on a 3D printer (Fused Deposition Modelling), using PLA filament as the printing material and following the directions that Prusa provided. We managed to manufacture 6 units, running our 3D printer for 24 hours.
Furthermore, we cut panels out of 0.4mm thick transparent PET (polyethylene terephthalate) sheet for the front of the shield, using a laser cutter.
The front panel could not attach to the holes of the rim that we had printed. Therefore, we amended the original design by increasing the diameter of the holes of the PET sheet [ modified design].






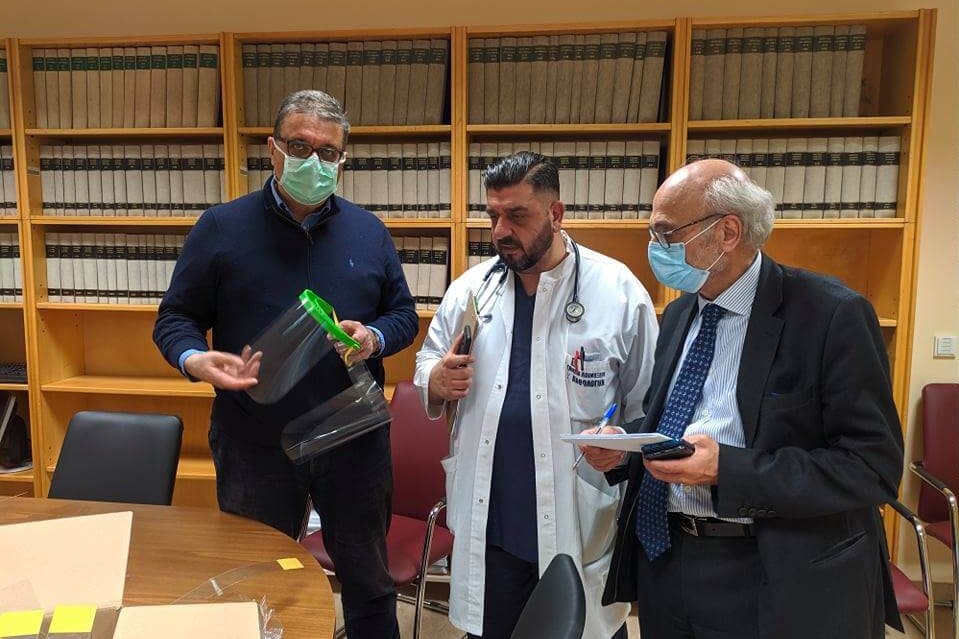
We contacted the president of the Panhellenic Medical Association, Mr. Athanasios Eksadaktylos, and on 23/3/2020 we distributed prototypes for assessment to the manager of AHEPA University Hospital, Mr. Panagiotis Panteliadis. The medical staff positively assessed the design as for its functionality with no negative comment.



This design has already gained significant traction with 3D printing enthusiasts around the world. Prusa Research has started manufacturing at their printer farm to meet the needs of hospitals in Czech Republic.
Given that a small 3D printer cannot manufacture more than 10 units per day, in order to achieve a production capacity of 1000 units per day, per manufacturer, a printer farm of 100 printers would be needed.
An alternative solution would be distributed 3D printing by individual volunteers who print individual parts and gather them at a central point for assembly. However, this solution would entail an increased risk of printed parts being infected in the process, since it would be hard (or, at least, harder than with central manufacturing) to prevent transmission by the volunteers.
Another manufacturing method would be injection molding. However, to begin manufacturing with this method, a mold would need to be made first. This would be done with the typical procedure for a steel mold, which has high manufacturing cost and is time-consuming. On the other hand, a production capacity of thousands of units per day can be achieved with this method.
The method that we are currently working on is production by injection molding, using a resin mold, 3D printed with SLA [link]. This method enables fast production launch, since the resin mold can be made quickly, and a high production capacity. On the downside, the resin mold has low durability and needs to be replaced often. Still, the overall production cost for ten thousand units is estimated to be lower than that of injection molding with a steel mold.

Due to COVID-19, hospitals are experiencing a face shield shortage. To help solve...
Read More
PRUSA Face Shield DFM - Draft for Injection Molding designs are available here...
Read More
Minimalistic design optimized for mass production. It uses only laser cut plastic...
Read More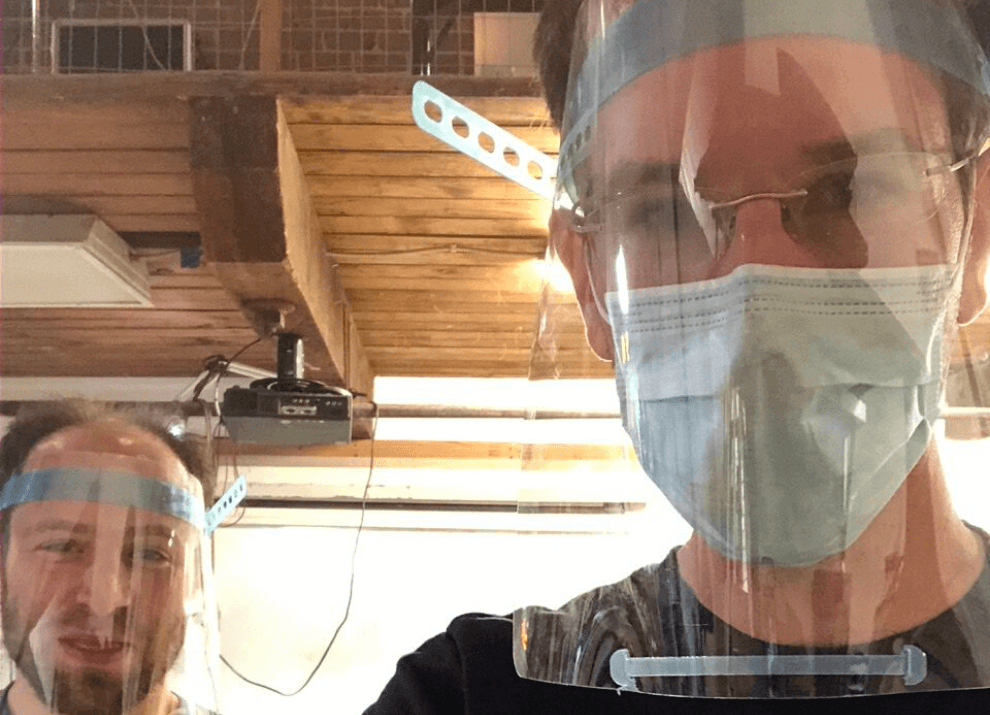
A laser cuttable face shield for moments of dire need. V2 is entirely laser cut out of PETG...
Read More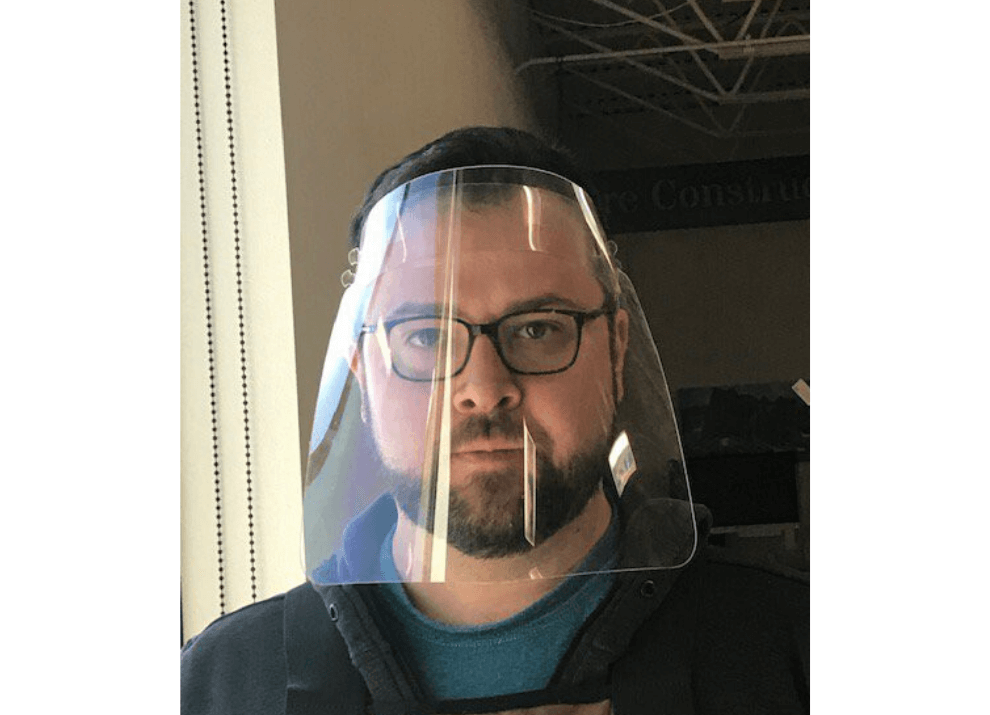
Designed to be mass produced to meet demands of the COVID-19 epidemic...
Read More